CH61200L CNC струговащ център с C ос
Кратка инструкция
Тази машина е съчетана с ос C, оси на подаване X и Z, трите оси могат да бъдат свързани и да се движат заедно с многофункционална и висока ефективност на рязане.
Комбиниран с CNC система SIEMENS 828D.
Две предавки на скоростта на шпиндела и безстепенна скорост в рамките на предавки, хидравлично превключване на предавките, постоянна скорост на рязане.Моторът на главния шпиндел е SIEMENS 37KW AC серво мотор, намалява скоростта и увеличава въртящия момент чрез зъбни колела, скоростта на шпиндела е 5-200rpm.
Оста C се индексира от високопрецизен AC серво мотор и хидравлично автоматично заключване и използване на кръгла решетка за откриване на действителна позиция;Оста X използва SIEMENS AC серво мотор, задвижван от високопрецизна сачмено-винтова двойка за реализиране на странично движение, Z ос приема SIEMENS AC серво моторно задвижване с високо прецизен червячен редуктор за надлъжно движение, двете X, Z оси са оборудвани с решетка за откриване на действителна позиция, управление със затворен контур, с добра точност на позициониране и повтаряща се точност на позициониране
използване на машината
Това е високоефективна машина за рязане, подходяща за обработка на чугун, стомана и цветни метали с инструмент за бързорежеща стомана и твърда сплав.Може да бъде завъртане на външен кръг, челна повърхност, рязане на жлеб, рязане, рязане на вътрешен отвор, фрезоване на шпонков канал, фрезоване на спирален канал, пробиване и нарязване.
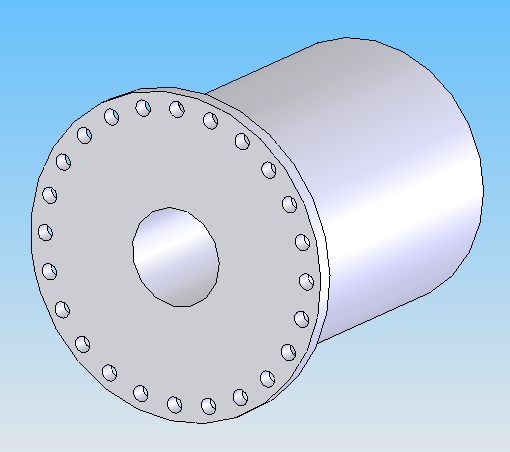
Скична карта на детайла:

Фрезов шпонков канал

Фрезоване на резба с промяна на стъпката
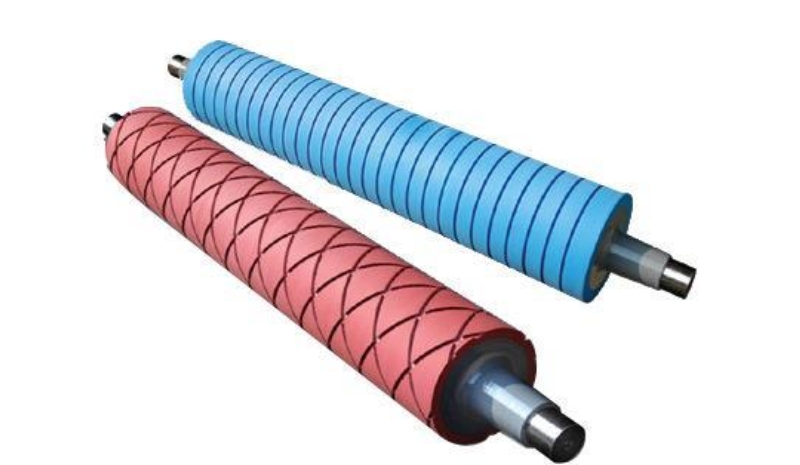
Фрезов спирален жлеб, мащабен модел
параметър и капацитет
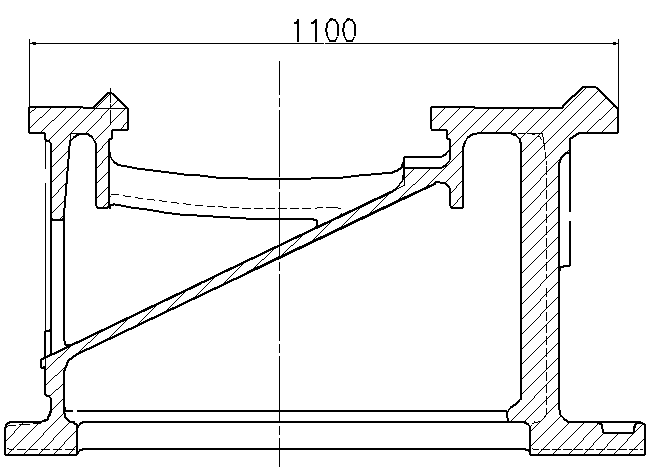
| Ширина на направляващия път | 1100 мм |
| Макс.диаметър на люлка над леглото | φ2040 мм |
| Макс.диаметър на въртене над стълба на инструмента | φ1500 мм |
| Макс.дължина на детайла | 12000 мм |
| Макс.тегло на детайла между центъра | 10T |
| главно предаване | |
| Преден лагер на шпиндела | φ220 мм |
| Диапазон на скоростта на шпиндела | 5-200r/мин |
| Диаметър на отвора на шпиндела | φ130 мм |
| Преден конус на отвора на шпиндела | метрика №140 |
| Основна мощност на двигателя, серво мотор | 37KW |
| спец.на края на шпиндела | 1:30 |
| предаване на фураж | |
| Ход по оста X | 85 мм |
| ход по оста z | 11800 мм |
| бърза скорост на движение по ос x | 4м/мин |
| z бърза скорост на движение | 4м/мин |
| Въртящ момент на серво мотора по оста x | 27Nm |
| Въртящ момент на серво мотора от ос z | 36Nm |
| Хоризонтална 8-позиционна мощна кула | 0.5.473.532.8 |
| Размер на сечението на стеблото на инструмента | 32 мм х 32 мм |
| Задна стойка | |
| Диаметър на перото на опашката | φ260 мм |
| Quill пътуване | 300 мм |
| Конусен отвор на перо | метрика №80 |
| Стабилна почивка на Асистент (2 комплекта) | |
| Затворен постоянен покой | φ400-φ700mm |
| патронник | |
| Патронник с четири челюсти | φ1600 мм |
| C ос | |
| Макс.въртящ момент при затегнато състояние | 3000Nm |
| Точност на позициониране на ос C | 36" |
| Повторете точността на позициониране на оста C | 18 инча |
Основна структура
1) легло
Леглото е легло от подов тип с ширина 1100 мм и отлята от пясъчна смола с висока якост.Материалът е HT300.Леглото има предимствата на силна твърдост, голяма носеща способност и добра стабилност
Направляващият път е една планинска и една плоска структура, твърдостта на направляващия път е над HRC52, дебелата дълбочина на втвърдяване е полезна за смилане.
Вътрешната кухина на тялото на леглото е снабдена с W-образно подсилващо ребро, което значително укрепва твърдостта на леглото на машината и намалява деформацията, дължаща се на теглото на лагера.
След стареене на отливката на леглото, тя може да премахне остатъчното напрежение в отливката и да намали освобождаването на остатъчното напрежение при обработката и използването на машината.
В задната част на леглото има наклонени и извити отвори, които се използват за отстраняване на стружките.Чипът, охлаждащата течност, смазочното масло и т.н. се отстраняват директно в тавата за чипове.Така че почистването на чипове е удобно и охлаждащата течност може да се рециклира
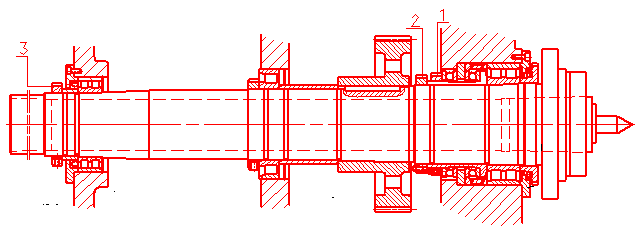
2) Глава
Шпинделът приема триточкова опора, с предния край като фиксиран край, средния и задния край като движещ се край, предния и задния край като основна опора и средата като спомагателна опора.Аксиалното позициониране е зададено в предния край на шпиндела, така че шпинделът да се простира назад след нагряване, елиминирайки въздействието на термичното разширение на шпиндела върху точността на машинния инструмент.
Основното задвижване на струга се осъществява от AC шпинделен двигател Siemens чрез ремъчна шайба, зъбна предавка и четиристепенна хидравлична автоматична смяна.Диапазонът на постоянен въртящ момент на шпиндела е голям и може да се реализира рязане с постоянна линейна скорост.Лагерът на шпиндела е специален лагер с висока точност и силна твърдост.
Главата се смазва със силно масло, а зъбните колела и лагерите на главата се смазват със специална маслена помпа.Предният край на шпиндела приема двойната уплътнителна структура на лабиринт и прорез, която може ефективно да предотврати изтичането на масло и навлизането на чужди предмети в главата.
3): стълб за инструменти
Приемете немска 8-позиционна хоризонтална револверна глава SAUTER 0.5.473.532.8, тази револверна глава има функция за рязане на външен кръг, челна повърхност и резба, както и фрезоване, пробиване и нарязване на резба.Тази кула се задвижва от серво мотор на SIEMENS, монтиран върху нея, и свързан със следните аксесоари.
| сер.Не. | Име | Тип | Кол |
| 1 | Силова кула | 0.5.473.532.8 | 1 |
| 2 | Режеща глава | 0.5.901.032/077790 | 1 |
| 3 | 0-градусов държач за резачка | 0.5.921.106-117859 | 1 |
| 4 | 90-градусов държач за резачка | 0.5.921.206-117866 | 1 |
| 5 | Държач за режещ нож за външен кръг | B2-60X32X60-113908 | 2 |
| 6 | Държач за режещ нож с вътрешен кръг | E2-60X50-113961 | 2 |

4) Z и X ос:
Диаметърът на сачмено-винтовия винт на оста X е φ40x5, оста Z се задвижва от зъбна рейка и зъбно колело, модулът на зъбите е m=5, а оста z приема пълен затворен цикъл на управление чрез обратна връзка с решетъчна линийка
5) Опашка приклад
Задната част се състои от горна част и долна част, перото и организацията за регулиране на централната линия на перото са монтирани в горната част.Движението на задната част се задвижва от мотор.Перото на опашката може да се върти.
6) система за смазване
Смазването на лагерите в главата, зъбните колела и лагерите в опората и други случаи се доставя от специалната помпа, смазването на лагерите на сферичния винт и всяка точка на смазване на машината приема периодично и концентрирано смазване, а времето за смазване се регулира, така че да ефективно предотвратява загубата на смазочно масло и може ефективно да подобри динамичната реакция на машината и експлоатационния живот на направляващия път и сферичния винт.
хидравлична система
Хидравличната система се използва за автоматична промяна на скоростта на шпиндела и принудително охлаждане на зъбни колела в главата, както и автоматично заключване на оста C.
7) C ос
Оста C се задвижва от серво мотор, може автоматично да превключва към режим на предаване на шпиндела и оста C, задната част на шпиндела е снабдена с високо прецизна кръгла решетка на оста C и механизъм за амортизиране на спирачките.С цяла система за измерване със затворен цикъл.
Точност на машината
| Завършете изрязването на външния кръг | 0,005 мм |
| Консистенция на обработка, на дължина 300 мм | 0,03 мм |
| Равност на крайното рязане, | |
| на диаметър 300 мм | 0,025 мм, вдлъбнат |
| ос X | |
| точност на позициониране | X≤0,03 мм |
| повторете точността на позициониране | X≤0,012 мм |
| Z ос | |
| Точност на позициониране, на 10000 мм дължина | X≤0,13 мм |
| Повторете точността на позициониране | X≤0,05 мм |
| C ос | |
| точност на позициониране | 36" |
| повторете точността на позициониране | 18" |